9 نکته مهم برای مهندسین در طراحی قالب ریخته گری آلومینیوم
اگر در حال طراحی یک قطعه یا محصول آلومینیومی با ریخته گری یا دایکست هستید، ممکن است در این مرحله از عوامل متعددی که باید در نظر گرفته شوند غافلگیر شوید. به هر حال، کامل کردن مرحله طراحی یکی از حیاتی ترین مراحل در تولید موفق و کارآمد محصولات دایکاست یا ریخته گری می باشد.
خوشبختانه، کارشناسان ما دانش گسترده ای در مورد نحوه طراحی برای تولید ریخته گری آلومینیومی بهینه دارند و این مقاله به شما اطلاعاتی در مورد دانسته های آنها می دهد. ما نحوه طراحی یک محصول برای تولید کارآمد و موثر و همچنین برخی از رایج ترین ملاحظاتی را که باید در هنگام طراحی محصولی که از طریق ریخته گری دایکاست باید در نظر بگیرید را پوشش خواهیم داد. در ادامه همراه گروه مهندسی فیلت باشید.

فهرست مطالب
- بهترین روش های طراحی ریخته گری آلومینیوم در طراحی برای ساخت
- 9 نکته مهم که در طراحی ریخته گری قالب آلومینیومی که باید در نظر داشته باشید
مقاله پیشنهادی: اهمیت نقطه ذوب آلومینیوم
بهترین روش های طراحی ریخته گری آلومینیوم در طراحی برای ساخت

طراحی برای ساخت (Design for Manufacturing) اصطلاحی است که اغلب در مهندسی استفاده می شود. این به فرآیند بهینه سازی تولید برای ساده و مقرون به صرفه کردن آن تا حد امکان اشاره دارد. DFM به شدت بر روی روش ها و فرآیندهای تولید مورد استفاده تمرکز دارد.
یکی از مزایای اصلی DFM این است که اجازه می دهد مشکلات مربوط به روش تولید در مراحل اولیه شناسایی و حل شوند. در این مرحله، حل و فصل مسائل بسیار کمتر از زمانی است که در طول تولید یا پس از آن کشف می شوند. استفاده از تکنیک های DFM امکان کاهش هزینه های تولید را فراهم میکند و در عین حال استاندارد کیفیت خوب یا بهتری را حفظ میکند.
آشنایی با تولیدات گروه مهندسی فیلت: پروفیل ناودانی آلومینیوم کف 10، بال 15 و ضخامت 1.7 میلیمتر
به منظور بهینه سازی فرآیند تولید دایکست های آلومینیومی، باید اهداف زیر را هدف قرار داد:
- از حداقل مواد ریخته گری استفاده کنید
- اطمینان حاصل کنید که قطعه یا محصول به راحتی از قالب خارج می شود،
- زمان انجماد را برای ریخته گری به حداقل برسانید،
- تا حد امکان تعداد عملیات ثانویه را کاهش دهید و اطمینان حاصل کنید که محصول نهایی مطابق نیاز عمل می کند.
بهترین راه برای دستیابی به این اهداف بهینه سازی، در نظر گرفتن ملاحظات طراحی است که در بخش های بعدی در مرحله طراحی بحث شده است.
گروه مهندسی فیلت؛
طراحی نقشه، ساخت قالب اكستروژن و تولید كننده پروفیل آلومینیوم در مقاطع عمومی و اختصاصی همراه با خدمات آندایزینگ و رنگ پودری الکترواستاتیک و برشکاری در خدمت مشتریان محترم و بزرگوار می باشد.
9 نکته مهم که در طراحی ریخته گری قالب آلومینیومی که باید در نظر داشته باشید
این بخش به شما معرفی می کند که برخی از رایج ترین ملاحظات هنگام طراحی محصولی که با استفاده از ریخته گری ساخته می شود. این نکات با بهترین شیوه های DFM مطابقت دارد و توسط انجمن ریخته گری آمریکای شمالی توصیه می شود.
Parting line
فرآیند ریخته گری قالب شامل قالبی است که معمولاً به دو قسمت تقسیم می شود (اگرچه می توان آن را به قسمت های بیشتری تقسیم کرد) که یکی از آنها متحرک و دیگری ثابت است که به هم می رسند و قالب را تشکیل می دهند. فلز مذاب تزریق خواهد شد. خط جداسازی یک قطعه دایکاست، رابطی است که در آن دو نیمه قالب به هم می رسند.
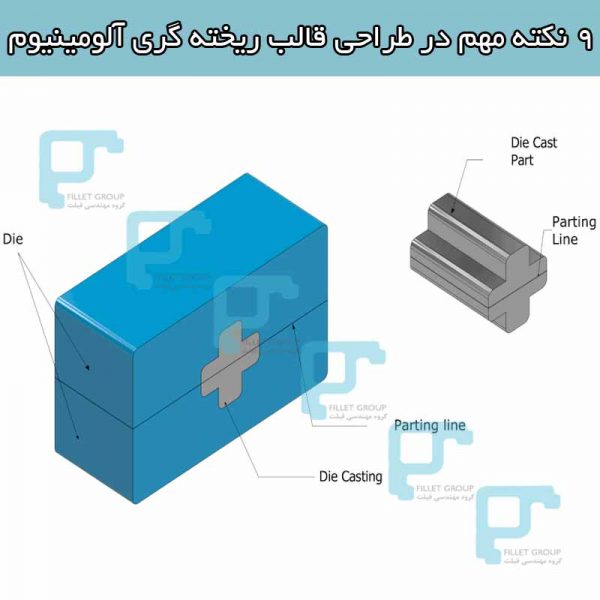
در طول فرآیند طراحی، انتخاب محل قرارگیری خط جداسازی یکی از اولین چیزهایی است که باید تصمیم بگیرید، زیرا بر سایر مشخصات طراحی تأثیر می گذارد.
یکی از جنبه های مهم محل قرارگیری خط جدایی این است که همچنین محلی است که یک نقص معمولی ریخته گری دایکاست که به عنوان فلاش شناخته می شود، قرار می گیرد. فلاش باید با یک فرآیند ثانویه پس از جامد شدن قالب برداشته شود، به همین دلیل است که باید طوری طراحی شود که به راحتی توسط دستگاه پیرایش قابل دسترسی باشد.
آشنایی با تولیدات گروه مهندسی فیلت: پروفیل لوله آلومینیوم به قطر خارجی 8، قطر داخلی 6 و ضخامت 1 میلیمتر
Shrinkage
Shrinkage پدیده ای بسیار رایج و اجتناب ناپذیر است که در اکثر ریخته گری ها اتفاق می افتد و آلومینیوم نیز از این قاعده مستثنی نیست. با شروع سرد شدن فلز مذاب از دمای ذوب به دمای اتاق، ریخته گری به سمت مرکز خود منقبض می شود.
ریخته گری ها معمولا بین 0.4 تا 0.6 درصد حجم خود را کاهش می دهند که می تواند به بیرون ریختن محصول از دیواره های خارجی قالب کمک کند. متأسفانه، می تواند در اطراف هر گونه برآمدگی داخلی روی قالب نیز منقبض شود و در آن شرایط بیرون را دشوار کند. در این مواقع، میتوانید برای کاهش انقباض و آسانتر برداشتن گچ، از پیش نویس استفاده کنید.
Draft
در زمینه ریخته گری، Draft یک مخروط یا شیب کوچکی است که در طرفین قالب دیده می شود که امکان خروج آسان را فراهم می کند. ممکن است این مخروط را در قالب های دیگری مانند قالب های پخت مافین و نان دیده باشید، جایی که کناره ها به جای اینکه کاملاً عمودی باشند، زاویه کمی دارند.
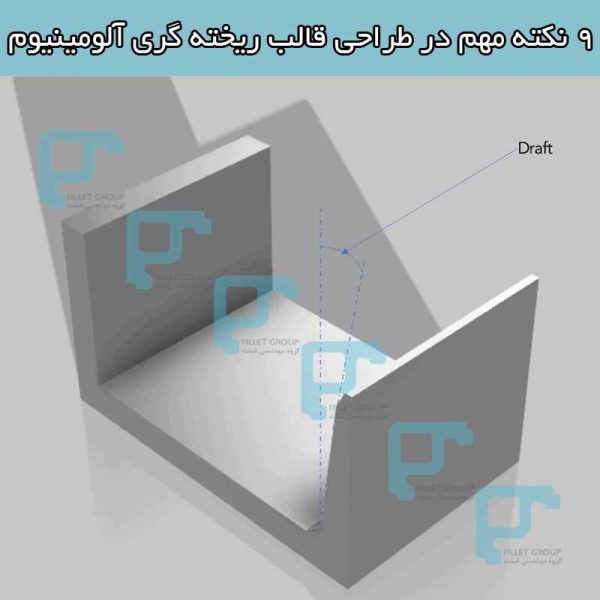
این Draft باید در تمام سطوح ریخته گری موازی با حرکت قالب گنجانده شود، زیرا این امر تخلیه آسان تر را تسهیل می کند. عدم گنجاندن آن می تواند باعث شود که برداشتن گچ بدون آسیب رساندن به آن بسیار دشوار و حتی غیرممکن باشد.
به خاطر داشته باشید که میزان Draft، که بر حسب میلی متر یا درجه بیان می شود، در اکثر طرح ها به طور قابل توجهی متفاوت است. به عنوان مثال، دیوارهای بیرونی فقط به یک Draft نسبتاً کوچک نیاز دارند زیرا ریخته گری از آنها منقبض می شود، اما دیوارهای داخلی و سوراخ ها به Draft بزرگتری نیاز دارند زیرا فلز در اطراف آنها جمع می شود و چنگ می زند.
آشنایی با تولیدات گروه مهندسی فیلت: پروفیل قوطی آلومینیوم 20*50 میلیمتر با ضخامت 1.8 میلیمتر
Wall Thickness
برای اطمینان از تولید سریع، کاهش ضایعات مواد و ایجاد یک محصول موفق، ضخامت دیواره باید به دقت در نظر گرفته شود.
طراحی دیوار بسیار نازک می تواند از جریان کافی فلز مذاب جلوگیری کند و باعث شود فلز قبل از پر شدن کامل قالب جامد شود. دیوارهای نازک نیز می توانند در هنگام اعمال نیروهای ماشینکاری پس از قالب، مستعد تاب خوردگی باشند. از طرف دیگر، دیوارهای بیش از حد ضخیم، نه تنها مواد ریخته گری را هدر می دهند، بلکه زمان انجماد را افزایش می دهند و به طور بالقوه مزیت چرخه تولید سریع ریخته گری فشار بالا را از بین می برند.
ضخامت دیواره نیز باید تا حد امکان یکنواخت باشد. این به فلز مذاب اجازه می دهد تا به راحتی جریان یابد، که برای داشتن یک فرآیند انجماد موثر که استحکام ریختگی بهینه را تضمین می کند و احتمال عیوب ریختگی را کاهش می دهد ضروری است. اگر تغییرات ضخامت ضروری است، باید به جای تغییرات ناگهانی از انتقال تدریجی استفاده شود.
Fillets and Radius
فیلت ها و شعاع ها اتصالات منحنی بین دو سطح هستند که در غیر این صورت یک لبه تیز ایجاد می کنند. تصویر زیر نمونه ای از قطعه ای را نشان می دهد که هر یک از این ویژگی ها را در خود جای داده است. تفاوت اصلی این است که فیلت ها در لبه های داخلی قطعه وجود دارند در حالی که شعاع ها در لبه های خارجی یافت می شوند.
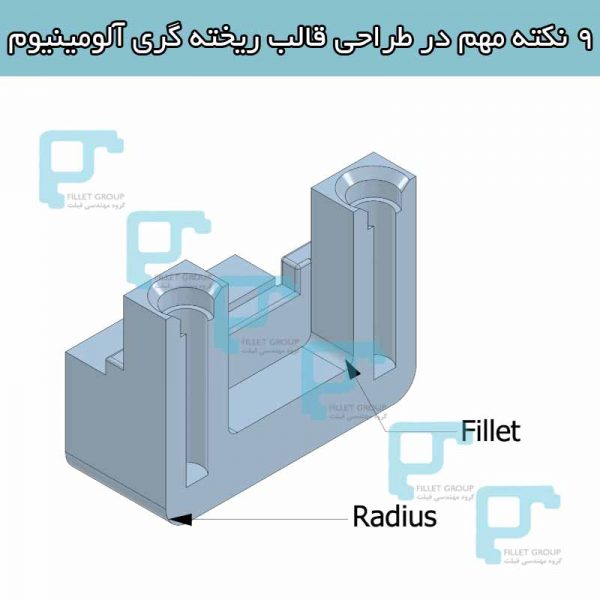
این لبه های گرد در طراحی دایکاست بسیار مهم هستند، زیرا داشتن آنها به فلز اجازه می دهد در هنگام تزریق به راحتی جریان یابد. گوشه های تیز در قالب باعث ایجاد تلاطم در جریان فلز می شود که می تواند استحکام قطعه ریختگی را کاهش دهد. Radii همچنین می تواند نیاز به کوتاه کردن گوشه ها و لبه های تیز را از طریق عملیات ثانویه برطرف کند.
Bosses
ویژگی های بیرون زده محصولات ریخته گری هستند که معمولاً به عنوان پایه یا نقاط نصب استفاده می شوند. این ویدیو با نشان دادن Boss که به دستگیره در اضافه شده است، تصویری خوبی از آنچه که یک Boss است نشان می دهد. گنجاندن Boss در طراحی شما می تواند از نیاز به عملیات خسته کننده زمان بر به عنوان یک فرآیند ثانویه جلوگیری کند.
از آنجایی که تغییرات عمده در ضخامت دیوار می تواند باعث انقباض و فرورفتگی ناهموار شود که بر ظاهر قطعه و حتی یکپارچگی آن تأثیر منفی می گذارد، Bosses باید طوری طراحی شوند که ضخامت دیواره را نسبت به قسمت اطراف آن حفظ کنند. یک روش معمول برای حفظ ضخامت یکنواخت دیوار، اضافه کردن یک سوراخ به مرکز Boss است.
همچنین باید فیله های فراوان را در محلی که Boss به بقیه قسمت های ریخته گری متصل می شود اضافه کنید تا جریان فلز مناسب باشد. برای Bosses باید یک زاویه ی کشش مناسب و همچنین دنده ها برای افزایش استحکام آن در نظر گرفته شود.
آشنایی با تولیدات گروه مهندسی فیلت: پروفیل شیاردار صنعتی 40*40 میلیمتر دوطرف بسته
Ribs
دنده ها پل های کوچکی از مواد هستند که می توان آنها را بین دیوارها اضافه کرد تا بدون افزودن فلز زیاد استحکام آنها را افزایش دهد. آنها همچنین با افزایش مسیرهای جریان موجود به فلز مذاب کمک می کنند تا به هر قسمت قالب برسد.
تصویر زیر یک محصول آلومینیومی ریختهگری را نشان میدهد که شامل یک Boss است که برای نصب استفاده میشود و سه دنده متصل به یک دیوار بیرونی که استحکام ساختاری Boss را افزایش میدهد.
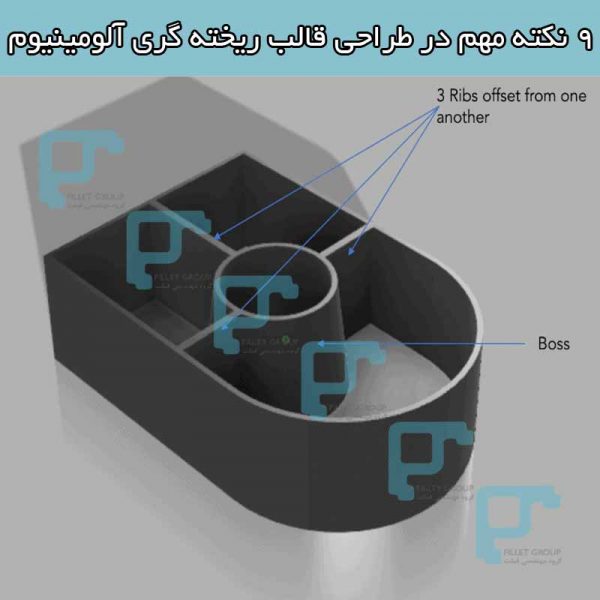
طبق بهترین روش ها، دنده ها معمولاً با اعداد فرد به طرح اضافه میشوند یا بهطور دیگری از یکدیگر جدا میشوند تا از تأثیر عوامل استرسزا بر دنده هایی که مجاور یکدیگر هستند جلوگیری شود.
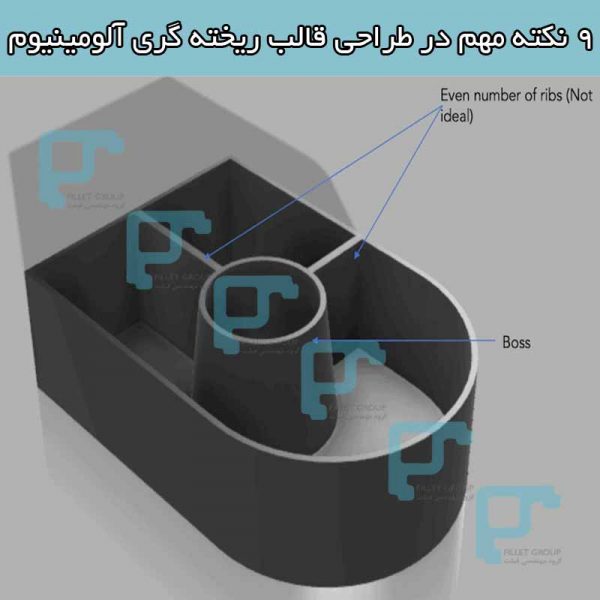
تصویر بالا نمونهای از طراحی با تعداد دنده زوج را نشان میدهد که برخلاف بهترین روش ها است.
آشنایی با تولیدات گروه مهندسی فیلت: پروفیل ناودانی سیمانکاری آلومینیوم 15*27 میلیمتر
Undercuts
Undercuts در تولید به عنوان سطوح فرورفته شناخته می شوند که با ابزار مستقیم قابل دسترسی نیستند. ماهیت زیر برش ها میتواند از جدا شدن قالب و بیرون ریختن قالب پس از انجماد جلوگیری کند، زیرا قالب اساساً محصول ریخته گری را “چنگ میزند”، به همین دلیل طراحی دقیق مهم است.
تصویر زیر یک قطعه را با و بدون آندرکات نشان می دهد. می بینید که شکل سمت راست دارای یک سطح فرورفته است که در آن استوانه های کوچک و بزرگ به هم متصل می شوند که خارج شدن از قالب را غیرممکن می کند.

اگر آندرکات برای طراحی شما ضروری است، می توانید خط جدایی خود را در اطراف آندرکات طراحی کنید. روش دیگر استفاده از قالب هایی است که از قسمت های بیشتری به جز هسته و حفره تشکیل شده اند، مانند انیمیشن زیر، یا با استفاده از قالب های نیمه دائمی.
با این حال، این روش ها هزینه و پیچیدگی قالب را به میزان قابل توجهی افزایش می دهند. علاوه بر این، نرم های نیمه دائمی، که شامل استفاده از هسته های شن و ماسه میشود، نمیتوانند در فرآیندهای ریخته گری با فشار بالا مورد استفاده قرار گیرند.
آشنایی با تولیدات گروه مهندسی فیلت: پروفیل نبشی آلومینیوم 80*80 میلیمتر با ضخامت 8 میلیمتر
Holes and Windows
در نظر گرفتن سوراخ ها و پنجره های مورد نیاز در یک قطعه نهایی قالب گیری در مرحله طراحی میتواند به میزان قابل توجهی میزان ماشین کاری مورد نیاز پس از قالب گیری را کاهش دهد. حذف یا به حداقل رساندن حفاری، فرز و سایر فعالیت های ماشین کاری تا جایی که ممکن است با طراحی متفکرانه قالب میتواند زمان تولید را به شدت بهبود بخشد.
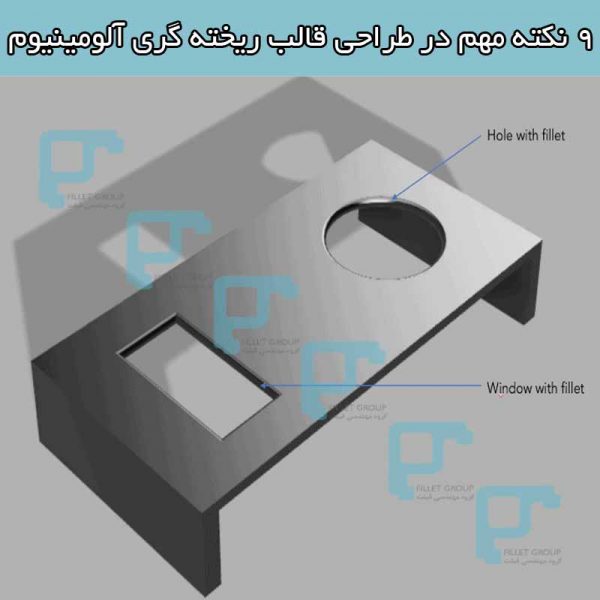
سوراخ ها و پنجره ها این مزیت را دارند که معمولاً در طراحی، چالش های جدید زیادی ایجاد نمیکنند. با این حال، همچنان باید در نظر داشته باشید که آنها جریان فلز مذاب را پیچیده تر می کنند، که می تواند منجر به آشفتگی و نقص احتمالی ریخته گری مرتبط با تلاطم شود. افزودن فیله ها و شعاع ها به لبه های سوراخ ها و پنجره ها می تواند به کاهش این مشکل کمک کند.
همچنین مهم است که به یاد داشته باشید که سوراخ ها و پنجره ها در قالب میتوانند در حین بیرون ریختن قالب را بگیرند، به این معنی که در مرحله طراحی باید پیش نویسهایی را در اطراف آن ها وارد کنید.
آشنایی با تولیدات گروه مهندسی فیلت: پروفیل سپری آلومینیوم 40*70 میلیمتر با ضخامت 1.8 میلیمتر
جمع بندی
همانطور که اکنون دیدید، طراحی برای ریخته گری آلومینیوم چالش های زیادی را به همراه دارد. این مقاله به شما ایده ای از برخی از مهم ترین جنبه هایی می دهد که باید در مرحله طراحی در نظر گرفته شوند، اگرچه ممکن است با موانع بیشتری روبرو شوید که بر پروژه خاص شما تأثیر می گذارد.
در این مقاله، به طور خلاصه به عملیات ثانویه یا پس از قالب گیری به عنوان جنبه ای از طراحی ریخته گری دایکاست، به ویژه از آنجایی که به حداقل رساندن آنها راه خوبی برای بهینه سازی فرآیند تولید است. برای درک بهتر آنچه که آنها مستلزم آن هستند، چه کاربردهایی مرتبط هستند و بیشتر مقاله ما را در مورد عملیات ثانویه برای قطعات ریخته گری دایکست مشاهده کنید.
اگر در طراحی قالب ریخته گری آلومینیوم خود به کمک نیاز دارید، لطفاً برای مشاوره و راهنمایی با کارشناسان گروه مهندسی فیلت تماس بگیرید.

گروه مهندسی فیلت؛
طراحی نقشه، ساخت قالب اكستروژن و تولید كننده پروفیل آلومینیوم در مقاطع عمومی و اختصاصی همراه با خدمات آندایزینگ و رنگ پودری الکترواستاتیک و برشکاری در خدمت مشتریان محترم و بزرگوار می باشد.
جهت مشاوره فنی و سفارش تماس حاصل فرمایید.
02144675798 – 09123018710